Beeinflussung des Werkstückes durch das funkenerosive Bearbeitungsverfahren
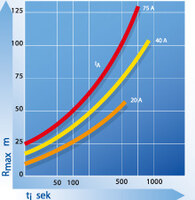
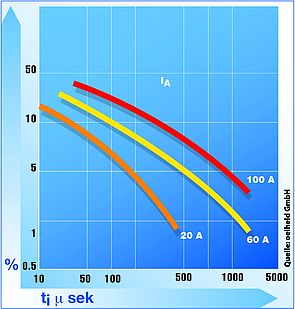
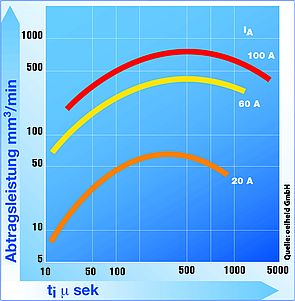
Das Funkenerosionsverfahren hat einen ganz anderen Einfluss auf das bearbeitete Material als herkömmliche Bearbeitungsverfahren. Die auf das Werkstück auftreffenden elektrischen Funken erhitzen die äußerste Schicht des Stahls so hoch (ca. 10000° C), dass der Werkstoff verdampft. Im Dielektrikum kondensieren diese Metalldämpfe meist zu Hohlkügelchen, die an einer Seite offen sind und eine scharfe Schnittkante aufweisen. Im Werkstück selbst entstehen kraterförmige Mulden. Besteht die Gefahr, daß der bearbeitete Werkstoff an der Oberfläche so ungünstig beeinflusst wird, dass die Brauchbarkeit eines Werkzeuges darunter leidet? Wie sieht es mit der Standzeit, Verschleißfestigkeit oder Polierbarkeit aus? Die Abbildungen 1, 2, 3 zeigen die Oberflächenrauheit, den Elektrodenverschleiß und die Abtragsleistung in Abhängigkeit von der Brennzeit.
Elektrodenverschleiß bezogener Wert
Neben Abtragsleistung, Oberflächenrauheit und Elektrodenverschleiß hat die Beeinflussung der Eigenschaften an der Oberfläche des bearbeiteten Werkstoffes eine große Bedeutung. In den meisten Fällen konnte keine Beeinflussung der Funktion des bearbeiteten Werkzeuges nachgewiesen werden. In einigen Fällen wurde z.B. ein Schneidwerkzeug verschleißfester, in anderen Fällen traten dagegen vorzeitige Werkzeugbrüche auf.
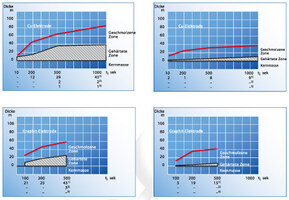
Sämtliche Veränderungen, die festgestellt wurden, sind auf die starke Erhitzung der Randzone zurückzuführen. In dieser Randzone des Stahls werden das Gefüge, die Härte, der Spannungszustand und der Kohlenstoffgehalt beeinflusst. Die Abbildung zeigt einen Schnitt durch eine funkenerosiv geschruppte Oberfläche mit den verschiedenen Gefügeänderungen, die eine solche Randzone kennzeichnen.
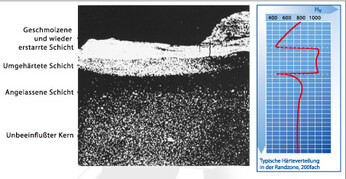
Die geschmolzene Schicht in der nebenstehenden Abbildung zeigt deutlich, dass es sich um eine schnell erstarrte Schicht handelt. Lange Säulenkristalle sind beim Erstarren senkrecht aus der Metalloberfläche hochgewachsen. Ein Riss, der in dieser Schicht entsteht, folgt der Kristallrichtung entlang nach innen. Die geschmolzene Schicht besitzt bei normalem Schruppen eine Dicke von etwa 15 – 30 µm. In der umgehärteten Schicht ist die Temperatur über die Härtetemperatur gestiegen. Es ist ein harter und spröder Martensit entstanden. In der angelassenen Schicht war die Erhitzung nicht so hoch, dass der Stahl die Härtetemperatur erreicht hat.
Der Stahl ist nur angelassen. Darunter befindet sich der unbeeinflusste Kern. Die Schichtdicken scheinen sowohl von der Stahlsorte als auch vom Elektrodenwerkstoff unabhängig zu sein. Es gibt jedoch einen eindeutigen Unterschied zwischen gehärteten und weichgeglühten Materialien. Im geglühten Werkstoff sind die Zonen dünner und die Risse seltener.
Die spröde gehärtete Zone kommt dabei kaum vor. In den Schruppstufen variieren die Schichtdicken bedeutend mehr als in den Feinschlichtstufen. Bei zunehmender Brennzeit des Funkens wird sowohl die geschmolzene als auch die gehärtete Zone dicker. Aus weiteren Untersuchungen konnte festgestellt werden, dass die Stromstärke grundsätzlich in der gleichen Weise wie die Brennzeit einwirkt. Auch für die Häufigkeit der entstandenen Risse gilt, dass sie mit der Brennzeit zunimmt.
Stähle von hohem Kohlenstoffgehalt bekommen die höchste Anzahl von Rissen. Bei niedrig gekohlten Einsatzstählen können nur einzelne Risse in der Schmelzzone auftreten. Ungefähr 20 % der Risse setzen sich nach unten in die gehärtete Zone fort und nur einzelne Risse reichen in die Kernzone. Im Kern ist die Risstiefe selten größer als ca. 10 µm. Diese Risse im Kern treten hauptsächlich bei den hochlegierten Kaltarbeitsstählen und hochlegierten Schnellarbeitsstählen auf.
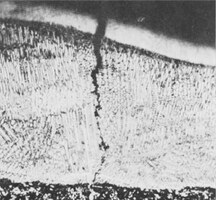
Die Risse sind auf Spannungen zurückzuführen, die bei dem wiederholten schnellen Abschrecken durch das Dielektrikum entstehen sowie auf die Volumendifferenz zwischen den einzelnen Gefügebestandteilen in verschiedenen Schichten. Bei richtig ausgeführtem Erodieren mit abschließendem Schlichten werden die Oberflächenfehler, die durch das Schruppen entstanden sind, zum großen Teil ausgeschaltet.
Wenn Schlichten nicht möglich ist, kann man folgende Bearbeitung anschließen:
a) Spannungsfrei anlassen bei etwa 15° C niedrigerer Anlasstemperatur als früher. Dies senkt die Oberflächenhärte, ohne dass der Kern beeinflußt wird.
b) Weichglühen und erneutes Härten und Anlassen führt zu einer fast vollständigen Wiederherstellung des Gefüges (bestehende Risse bleiben erhalten).
c) Schleifen oder Putzen entfernt sowohl das Oberflächengefüge als auch die Risse. Entscheidend ist dabei die Spantiefe, die ca. 5 – 10 µm betragen soll.
Zusammenfassend kann man sagen, dass eine normal ausgeführte funkenerosive Bearbeitung, die aus Schrupp- und Schlichtstufen besteht, die beim Schruppen entstehenden Oberflächendefekte ausschaltet. Eine gewisse Gefügebeeinflussung bleibt natürlich immer bestehen. In den meisten Fällen hat sie jedoch keine Bedeutung. Es gibt sogar Fälle, in denen die ungehärtete Schicht infolge ihrer großen Härte die Verschleißfestigkeit des Werkzeuges verbessert. In anderen Fällen bietet die kraterartige Oberflächenstruktur der Werkzeuge den Schmierstoffen einen besseren Halt und verlängert dadurch die Lebensdauer.